Cathode and anode powders, separators, electrolytes, conductive agents, binders, and current collectors are core raw materials for lithium-ion battery manufacturing. Producing high-performance LIBs involves processing these materials under optimized process conditions. Any change in raw material properties requires targeted process adjustments to maintain excellent electrochemical performance. The design of electrode sheet parameters—including active material loading, porosity, thickness, and the ratio of active materials, conductive additives, and binders—directly determines battery performance. Among these, the type, content, and performance of conductive agents (such as carbon black, carbon nanotubes, and
conductive graphite) are critical to electron transport during charging and discharging, and electronic conductivity directly defines electrochemical performance. In actual electrode design, active materials, especially cathodes like NCM, exhibit inherently low electronic conductivity, so electron transport relies heavily on conductive networks formed by conductive additives. Figure 1 shows a schematic of the ideal microstructure of a lithium battery electrode.
Electronic conductivity of electrode sheets affects not only rate capability but also long-term reliability and safety of the battery cell. Electrode resistance provides an effective measure of the integrity of the electronic conductive network and the uniformity of the electrode microstructure, supporting the optimization of electrode formulations, mixing, coating, and rolling parameters. In modern lithium battery research, increasing attention is paid to both powder-level and electrode-level electronic conductivity, with efforts to establish correlations between them. This allows researchers to predict electrode conductivity directly from powder properties, accelerating material screening and process development.

Figure 1. Schematic diagram of ideal electrode microstructure
This study uses
NCM523 cathode powder as the main active material, combined with PVDF binder and
Super P (SP) carbon black conductive agent. We first evaluate electronic conductivity in premixed powder layers and then prepare slurries with identical ratios to coat finished electrodes, measuring their electronic conductivity. By comparing powder and electrode performance, we clarify how conductive additives improve conductive pathways and analyze the correlation between powder and electrode-level conductivity.
1. Test Method
1.1 Test Equipment
To accurately characterize electronic conductivity, this study uses the PRCD3100 series powder resistance meter (IEST-Yuan Neng Technology) for powder compact resistance testing and the BER2500 series electrode resistance meter (IEST-Yuan Neng Technology) for coated electrode measurements. These instruments enable reliable, repeatable evaluation of conductive networks under different pressure and forming conditions.

Figure 2. (a) PRCD series appearance and structural diagram ;(b) BER series appearance and structure diagram
1.2 Sample Preparation and Testing
Mixed powders were prepared with two formulations: NCM:PVDF = 19:1 and NCM:SP:PVDF = 18:1:1. Powder resistance was measured under compaction pressures ranging from 10 MPa to 200 MPa to simulate different calendaring intensities. Slurries were then prepared according to the ratios in Table 1, coated manually using a 200 μm scraper, and dried to form electrode sheets for resistance testing.
Table 1. Pole preparation slurry ratio

2.Test results
2. Test Results
Powder resistance tests were performed on pure SP, pure NCM, NCM-PVDF blend, and NCM-SP-PVDF blend. As shown in Table 2 and Figure 3, adding PVDF binder alone significantly reduced electronic conductivity by more than 90% under both low and high pressure, as the insulating polymer disrupts particle-to-particle contact. In contrast, adding conductive carbon black SP effectively restored conductivity, improving it by nearly 1000× across the full pressure range.
Conductive additives create continuous electron pathways in the electrode, reducing internal resistance and improving active material utilization. Proper conductive agent loading typically between 3 wt% and 10 wt% for NCM cathodes supports high discharge capacity and stable cycling. Insufficient loading leads to limited electron channels and poor rate performance, while excessive loading reduces the proportion of active material, lowering the battery’s specific energy density.
Table 2. Powder resistance test results comparison table

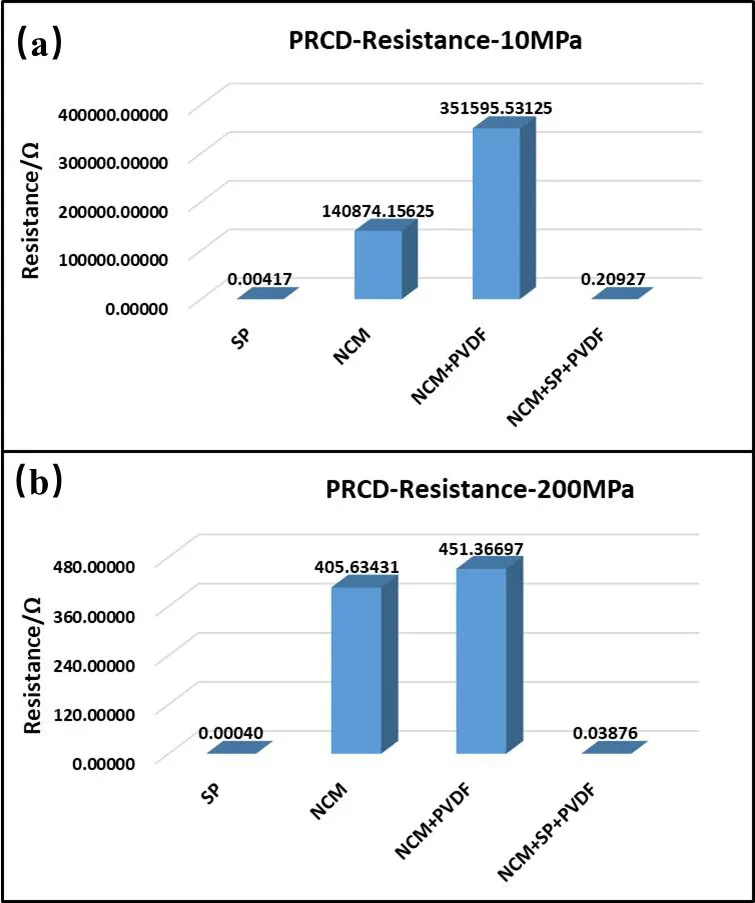
Figure 3. Powder resistance test results under 10MPa & 200MPa pressure conditions
Electrode resistance tests were conducted on coated sheets prepared from the same formulations. Results in Table 3 and Figure 4 show similar trends: electrodes containing SP carbon black exhibited much lower resistance and higher electronic conductivity than electrodes without conductive additives. This confirms that conductive additives effectively improve conductive networks at both the powder mixing stage and final electrode level.
Optimal conductive agent dosage depends on active material surface area, particle size distribution, and conductive network percolation theory. Generally, active materials with higher specific surface area require more conductive additive to form effective electron pathways. Systematic formulation optimization is essential for balancing conductivity, energy density, and processability.
Table 3. Comparison of electrode resistance test results


Figure 4. Comparison of the average values of electrode resistance test results under different formulations
3. Summary
This research systematically evaluates electronic conductivity at the mixed powder and finished electrode levels using specialized resistance measurement equipment. Results confirm that conductive additives such as carbon black and carbon nanotubes significantly improve electron transport by forming robust conductive networks, while insulating binders reduce overall conductivity. The strong correlation between powder and electrode performance allows preliminary prediction of electrode behavior from powder testing, supporting faster and more cost-effective lithium-ion battery process development.
4. Frequently Asked Questions
Q1: What are the most commonly used conductive agents in lithium batteries?
Common conductive additives include carbon black (Super P, acetylene black), carbon nanotubes (CNTs), carbon nanofibers (CNFs),
graphene, and conductive graphite. Carbon black is widely used for its low cost and high efficiency.
Q2: Why does PVDF binder reduce electronic conductivity?
PVDF is an insulating polymer with extremely low intrinsic electronic conductivity. When coated on active material particles, it blocks direct particle-to-particle contact, interrupting electron pathways and increasing overall resistance.
Q3: What is the typical dosage range for conductive agents?
For most NCM, LFP, and graphite electrodes, conductive agent content usually ranges from 2 wt% to 10 wt%. The optimal value depends on material type, specific surface area, and target rate performance.
Q4: Can powder conductivity directly reflect electrode performance?
Yes, studies show a strong linear correlation between powder compact conductivity and final electrode conductivity. Powder testing allows rapid screening of materials and ratios before full electrode fabrication.
Q5: What happens if the conductive agent content is too high?
Excessive conductive additives reduce the relative content of active materials, lowering the battery’s gravimetric and volumetric energy density. It may also worsen slurry dispersion and increase brittleness of the electrode sheet.
5. Call to Action
Accurate measurement of powder and electrode resistance is essential for optimizing conductive agent selection and ratio design. If you need to evaluate electronic conductivity, improve rate capability, or develop high-performance electrode formulations, feel free to contact us for professional testing solutions, equipment consultation, and customized material research support.
Canrd Brief Introduce
Canrd use high battery R&D technology(core members are from CATL) and strong Chinese supply chain to help many foreign companies with fast R&D. We provide lab materials,electrodes, custom dry cells, material evaluation, perfomance and test, coin/pouch/cylindrical cell equipment line, and other R&D services.
Email:janice@canrd.com
Phone/Wechat/WhatsApp/Skype: 86 18928276992
Website : www.canrud.com

